






























Troubleshooting the 'Mystery Finish': Solving Vibration in Long-Reach Cavities
In the high-stakes world of aerospace and mold-making, "The Mystery Finish" is a term often used for a finish that looks perfect on the CAM simulation but emerges from the machine with microscopic ripples, chatter marks, or a cloudy, "smeared" appearance. When you are machining deep-reach cavities—where the length-to-diameter ratio (L/D) exceeds 5:1—vibration is no longer just a nuisance; it is an inevitable law of physics.
To solve this, we must move beyond the "trial and error" of adjusting spindle speeds. We need to analyze the harmonic ecosystem of the machine, the tool, and the workpiece.
1. The Physics of Deflection and Resonance
When a tool extends deep into a cavity, it acts as a cantilever beam. According to the principles of mechanical engineering, the deflection (delta) of a tool is calculated by the formula:
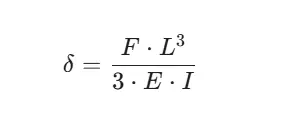
Where:
- F is the cutting force.
- L is the overhang length.
- E is the Young’s Modulus of the material.
- I is the Moment of Inertia.
Notice that the length (L) is cubed. This means that doubling your tool reach doesn't double the vibration—it increases the potential for deflection by eight times. To combat this, we must first look at our [Clamping Series]. If the foundation—the tool holder—cannot dampen the initial harmonics, the cutting edge has no chance of producing a mirror finish.
2. Breaking the Harmonic Rhythm: Variable Geometry
One of the most effective ways to solve the "Mystery Finish" is through destructive interference. Vibration in machining is often "regenerative chatter," where the tool bounces into the waves left by the previous flute.
Standard end mills have equal flute spacing, which reinforces these waves. High-tech machining requires [Milling Tools] with variable helix and unequal index geometries.
- Variable Helix: Changes the angle at which the chip is sheared as it moves up the flute.
- Variable Pitch: Ensures that each flute hits the material at a slightly different time interval.
By disrupting the "beat" of the cut, these tools cancel out resonance before it can stabilize into chatter.
3. The Role of the Substrate: Carbide vs. Heavy Metal
For deep-hole operations, the material of the tool body itself is a critical variable. While steel is common, its Young’s Modulus is roughly 210GPa. In contrast, Solid Carbide sits around 600GPa.
When your "Mystery Finish" occurs in deep internal profiles, switching from a steel-shank tool to our Indexable Drilling or boring systems with carbide-reinforced shanks can provide the 3x increase in stiffness required to stabilize the cut. For deep bores, the "whistle" you hear is the frequency of the steel vibrating; carbide shanks push that frequency higher, often out of the range that affects surface finish.
4. Why Your Coating Might Be Causing Vibration
It sounds counterintuitive, but a coating that is too thick can actually degrade finish in long-reach applications. In deep cavities, chip evacuation is difficult. If a thick CVD coating rounds off the micro-geometry of the cutting edge, it increases the Cutting Force (F).
As we saw in our deflection formula, higher force leads to higher deflection. For the finest finishes, we recommend [Milling Tools] with thin-film PVD AlCrN coatings. These maintain an "up-sharp" edge, reducing the pressure required to shear the metal, which in turn reduces the excitation of the tool.
5. The "Hydraulic" Solution: Advanced Clamping
In long-reach milling, the "weakest link" is often the interface between the spindle and the tool. Traditional collet chucks provide great grip but zero dampening.
If you are experiencing a cloudy finish in deep pockets, the solution often lies in our [Clamping Series], specifically Hydraulic Expansion Chucks. The internal fluid chamber in a hydraulic holder acts as a shock absorber, soaking up the high-frequency vibrations that lead to micro-chipping and poor Ra (Roughness Average) values.
Technical Insight: A tool held in a hydraulic chuck can have a damping ratio up to 3x higher than a standard shrink-fit or collet system.
6. Internal Threading in Deep Cavities
Threading at the bottom of a deep cavity is perhaps the most nerve-wracking operation in the shop. Vibration here doesn't just ruin the finish; it snaps the tool.
When using our Threading Tools, the strategy should be "Minimum Engagement." Long-reach threading should utilize a single-point thread mill rather than a tap where possible. This reduces the contact area between the tool and the workpiece, lowering the torque and the vibration potential.
7. Troubleshooting Checklist: Solving the Mystery
If you are currently facing a vibration issue in a deep-reach cavity, follow this hierarchical diagnostic path:
| Check | Action | Related Product |
| Runout (TIR) | Ensure TIR is < 0.005. | Clamping Series |
| Chip Evacuation | Increase coolant pressure to "flush" the cavity. | Drilling Tools |
| Harmonics | Change RPM by increments of 10% (Up or Down). | N/A |
| Edge Prep | Switch to a tool with a smaller corner radius. | Milling Tools |
| Tool Stiffness | Switch to a Solid Carbide or Damped Shank. | Indexable Drilling |
8. Transitioning to Automation and Remote Monitoring
The ultimate high-tech strategy to eliminate chip evacuation failures is real-time monitoring. For mission-critical operations, relying on a machine operator to "hear" a chip clog is insufficient.
Spindle Load Monitoring: Modern CNC control systems can detect a torque spike within milliseconds. A chip clog creates an immediate resistance that increases the spindle load. By setting specific "Warn" and "Stop" limits, you can halt the machine before the indexable insert drill snaps, saving the expensive tool body and the critical workpiece.
Adaptive Control: The next frontier is adaptive cutting. This logic, integrated into advanced CAM systems and machine controllers, will automatically adjust the feed rate and spindle speed in real-time based on live load sensor data, optimizing chip thickness and preventing clog-induced breakage while maintaining the cycle time.
9. Conclusion: Engineering the Perfect Finish
In the demanding arena of high-velocity deep-hole drilling, mastering chip evacuation is the decisive variable. It is a system-level challenge where fluid dynamics, material science, and process control must be perfectly aligned. By focusing on adequate TSC delivery, leveraging the advanced chip-breaker geometry of modern indexable insert drills, and adopting parameters that favor breaking a manageable chip over just "going slow," you can turn a bottleneck into a high-performance asset.
For those serious about precision manufacturing, the science of chip evacuation is the key that unlocks maximum tool life and zero-defect efficiency.
Optimize Your Setup Today
The secret to a mirror finish in a 10:1 cavity isn't magic—it's the right hardware.
Are you ready to eliminate chatter for good?
- Shop our Vibration-Damped Milling Tools
- Upgrade your Rigidity with our Clamping Series
- Explore High-Precision Indexable Drilling Solutions